Al comenzar a imprimir en 3d, en especial cuando compramos una impresora totalmente ensamblada, es posible que las primeras piezas se impriman sin problemas, dándonos la sensación de dominar nuestra máquina. Por lo general, iniciamos nuestra experiencia con objetos pequeños que no dan mayores inconvenientes. Sin embargo, tarde o temprano querremos ampliar el horizonte y allí es donde comienzan los problemas. Uno de los errores más comunes es el warping, que se evidencia al levantar el objeto impreso en una o varias esquinas, ocasionando en algunos casos que se despegue totalmente de la cama caliente y quede arruinado todo el trabajo.
Las causas son variadas y dependen en muchos casos de la calibración de nuestra impresora, del material del cual está hecho el filamento y de la geometría del objeto a imprimir. El ajuste fino de todas las variables nos permitirá superar este obstáculo y lograr piezas de gran calidad.
Entonces, ¿Cómo evitamos el warping?
Primero, identificando sus causas. Luego, aplicando la mejor solución para cada caso particular. Como regla principal, la calibración correcta de la cama caliente es fundamental, por lo que allí apuntaremos antes de continuar.
- ¿Porqué ocurre el Warping?
- Guía sobre como evitar el Warping en Impresión 3D
- 1. Utilizar una Cubierta para Impresora 3D (Enclosure)
- 2. Nivelar bien la cama
- 3. Limpiar la Cama después de cada uso
- 4. Aumentar la Temperatura de la cama
- 5. Utilizar Pegamentos o Spray para Pelo
- 6. Apagar el enfriamiento en las primeras capas
- 7. Utilizar un Brim o Raft
- 8. Utilizar Cinta adhesiva de papel
- ¿Cuál es la mejor solución?
- Problema adicional: Separación de Capas
- Conclusión
¿Porqué ocurre el Warping?
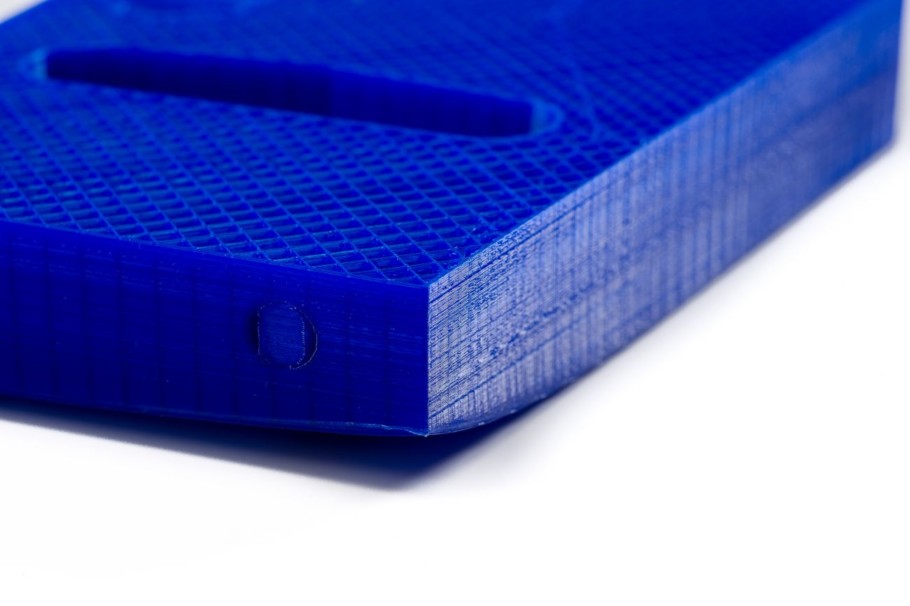
El warping ocurre debido a las variaciones de tamaño que se producen en todos los materiales en función de la temperatura. Al calentarse, el filamento aumenta su volumen, es decir que se dilata y ocupa más espacio. A medida que se enfría, este proceso se revierte y el plástico se encoge. En objetos largos, donde hay más filamento en una dirección que en su perpendicular, la contracción no es pareja. El desbalance en el proceso de contracción provoca que una parte de la pieza “tire” más que el resto, lo cual hace que las esquinas se curven hacia arriba si no hay una buena adherencia a la cama caliente.
En este punto es necesario aclarar que la nivelación de la cama es determinante para evitar el warping. Si está descalibrada, habrá sectores del objeto con poca o nula adhesión, y es justamente allí donde se comenzará a levantar la pieza.
Además, debe verificarse que la cama no se encuentre deformada, ya que en ciertas ocasiones se produce un alabeo de la misma que hace imposible su correcta nivelación.
Por otra parte, el material que utilizamos para imprimir también influye en el warping. Algunos filamentos se dilatan y contraen mucho más que otros, siendo proclives a generar esta deformación indeseada. El PLA es uno de los materiales que menor warping genera, por lo que es conveniente eliminar por completo este problema usando este filamento, ya que, si fallamos usando PLA, será completamente imposible comenzar a utilizar ABS o filamentos más exigentes.
Otro elemento a tener en cuenta es la geometría de la pieza a imprimir. Los ángulos agudos son muy propensos al warping, ya que concentran en un punto muy pequeño grandes esfuerzos de tracción. Existen maneras de reducir la influencia de la deformación en estas esquinas “filosas” mediante opciones en el software laminador o utilizando programas de edición 3d. El objetivo es aumentar la superficie de contacto con la cama caliente, de manera de repartir mejor los esfuerzos puntuales.
Por último, los factores externos también influyen durante la impresión: una corriente de aire frío puede producir warping aunque hayamos establecido los mejores parámetros de impresión y calibrado al detalle nuestra máquina. Proteger la impresora de esos factores es clave para evitar problemas.
Guía sobre como evitar el Warping en Impresión 3D
Siguiendo esta serie de pasos, evitar el warping es completamente posible. Algunos de ellos dependen de cuestiones mecánicas, como la calibración y limpieza de la cama, y otros se apoyan en soluciones del programa laminador. Es importante verificarlos todos para asegurar una correcta adherencia.
1. Utilizar una Cubierta para Impresora 3D (Enclosure)
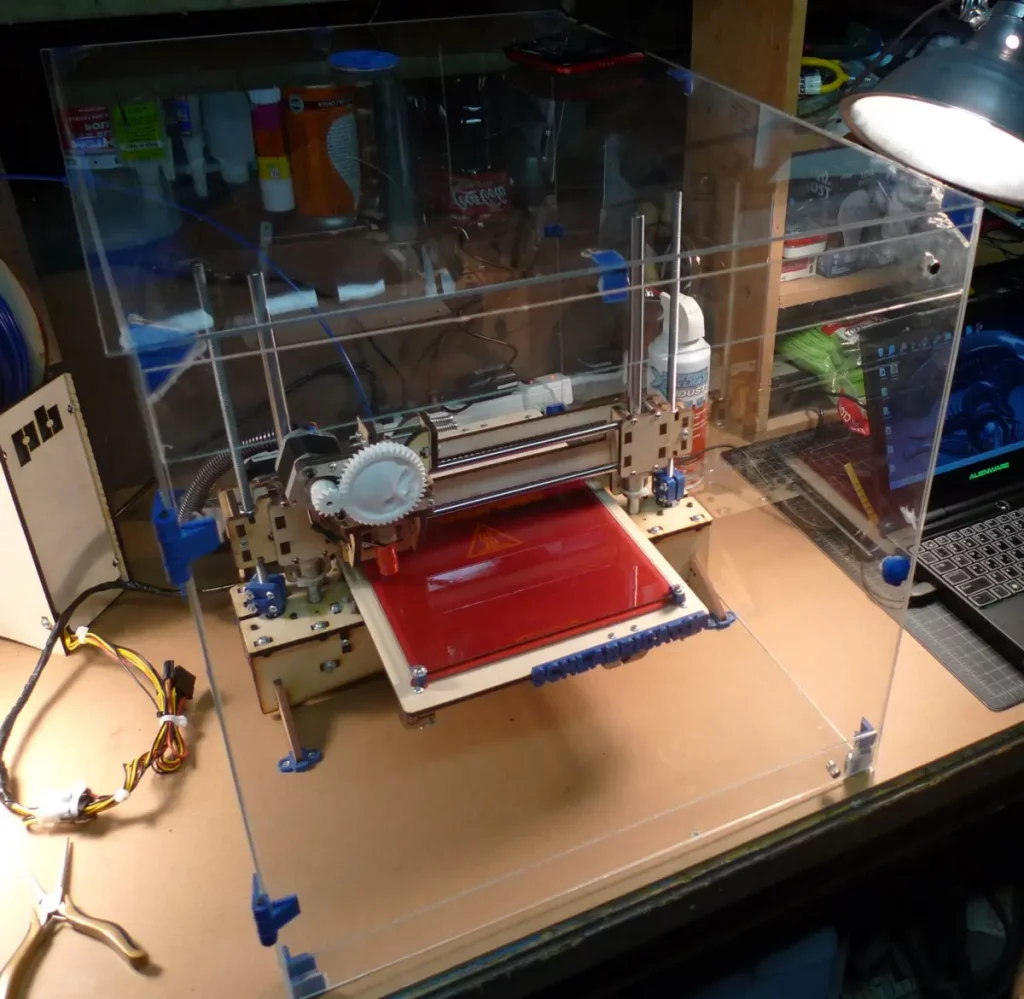
Si bien algunas impresoras ya traen una cubierta, la gran mayoría son de tipo abierta. La función de estos cerramientos es mantener lo más estable posible el flujo de temperatura alrededor de la pieza durante el trabajo de impresión. Un choque térmico repentino produce contracciones súbitas del filamento, que no llega a compensar el cambio de forma y genera warping o delaminación localizada.
La cubierta no necesariamente debe ser de tipo profesional, a veces basta con algunos trozos grandes de cartón dispuestos alrededor de la impresora para detener corrientes de aire entrantes. Existen guías acerca de cómo fabricar una cubierta en casa con elementos comunes de bajo costo, o pueden adquirirse armadas por un poco más de dinero.
De más está decir que el uso de ventiladores o aires acondicionados se desaconseja en ambientes donde se operen impresoras 3d, ya que conducen grandes corrientes de aire excesivamente frío que son difíciles de contrarrestar.
2. Nivelar bien la cama

La nivelación de la cama es el paso más importante, por lo que debe hacerse minuciosamente y de manera metódica cada vez que se evidencia una diferencia de espesor en la primera capa impresa. En la siguiente imagen se puede apreciar cómo se ve una cama mal nivelada:
En la parte izquierda, la boquilla de la impresora está alejada de la cama, por lo que el hilo de filamento sale suelto, sin llegar a adherirse. Es de esperarse que la pieza falle en esa zona, ya que no hay nada que retenga el objeto en su lugar.
En la zona de la derecha, la cama está muy arriba, haciendo que la boquilla se aplaste contra la base. El filamento no puede salir por la tobera del hotend o lo hace de manera muy forzada. Al iniciarse la segunda capa, se arrastrará el error y la inconsistencia de la base producirá falta de adherencia.
En la zona media, la capa es pareja y homogénea. El filamento se aplasta correctamente contra la cama, dando al objeto una base firme y favoreciendo la adhesión.
¿Con qué frecuencia hay que nivelar la cama?
No existe una frecuencia obligatoria en la cual debamos realizar esta calibración, pero es conveniente realizarla con frecuencia para evitar encontrarnos con la desagradable sorpresa del warping a la mitad de una impresión de varias horas.
Una recomendación es verificar la calibración de la cama luego de 10 impresiones, o al menos una vez por semana mediante un test de calibración como este:
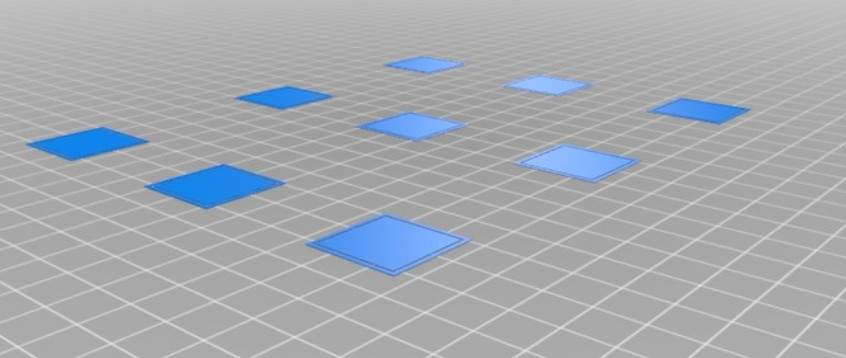
que imprime en diferentes zonas de la base de impresión una capa delgada de material. Así, se puede verificar qué lado o esquina de la cama está más arriba que el resto.
Nivelar con papel o galgas de espesores
Una de las formas más rápidas (y efectivas) que existen para nivelar la cama es utilizar una hoja de papel. El grosor de una hoja de las que utilizamos en la oficina es ideal para permitir un correcto flujo de filamento.
La técnica consiste en llevar el hotend a la posición 0 del eje Z, apagar los motores y recorrer el centro y las 4 esquinas de la cama mientras ajustamos los tornillos de nivelación en cada punto. Al hacerlo, debemos lograr que la hoja de papel se deslice entre la boquilla y la cama con algo de rozamiento. Puede que al principio nos cueste lograr el mismo grado de rozamiento en todos los puntos, pero al repetir el proceso 2 o 3 veces la cama quedará calibrada de manera casi perfecta.
Un detalle muy importante a tener en cuenta: para realizar este procedimiento es necesario que tanto la cama como el hotend se encuentren a la temperatura que se utilizará durante la impresión, ya que como vimos, los materiales cambian su tamaño cuando están calientes.
Utilizar una galga de espesores puede ayudar si se dispone de una en casa, pero el uso de una hoja de papel basta para lograr una calibración adecuada.
Considera un Sensor de Nivelación Automático
Los sistemas de nivelación automáticos utilizan sensores de diferente tipo para detectar la distancia a la cual se encuentra el hotend con respecto a la cama. Al empezar un trabajo de impresión, podemos agregar al código G una línea para realizar la nivelación automática antes de empezar a imprimir. Este proceso mide la distancia a la cama en varios puntos, creando un “mapa” que después es utilizado para compensar diferencias de nivel y asegurar una buena primera capa.
En ocasiones, el uso de estos sistemas es la única forma de imprimir correctamente, ya que algunas bases de impresión suelen deformarse y vuelven imposible la tarea de nivelación.
3. Limpiar la Cama después de cada uso
Los restos acumulados de suciedad, filamento o sustancias utilizadas para mejorar la adherencia de la primera capa pueden juntarse en zonas de la cama e impedir que los objetos se peguen firmemente. Para evitarlo, es importante mantener la cama siempre limpia, utilizando para ello alcohol o sustancias que no dañen la superficie de trabajo.
4. Aumentar la Temperatura de la cama
En este estudio se experimentó con las temperaturas de la cama caliente, buscando establecer cuál es la óptima para lograr la mejor adherencia. La conclusión menciona que la mejor temperatura es aquella que supera levemente la temperatura de transición del filamento empleado. Como ejemplo, para el caso del PLA, su temperatura de transición es de 60 ºC. De acuerdo a esta propuesta, debemos establecer en nuestro software una temperatura de entre 60 y 65 ºC.
Temperatura ideal para los filamentos más comunes:
- PLA: 60 °C
- PETG: 80 °C
- ABS: 105 °C
- TPU: Debido a su composición, es recomendable no calentar la base de impresión, ya que este filamento genera por sí mismo suficiente adhesión.
5. Utilizar Pegamentos o Spray para Pelo
Existen diversos “remedios caseros” que se suelen recomendar, como el uso de pegamento en barra, spray fijador para el pelo o incluso agua con azúcar. La finalidad es crear una sustancia que mejore la adherencia en la base de impresión.
¿Cuál es mejor?
En términos de adherencia, el spray fijador suele dar muy buenos resultados aplicado sobre bases de vidrio o espejo. El problema que presentan es que su presentación en aerosol esparce el fijador en zonas no deseadas, como los ventiladores o la electrónica, donde es difícil limpiarlo.
Una alternativa mucho más limpia y práctica es el pegamento en barra. Se aplica puntualmente y es fácil de limpiar. Su desventaja es su precio y la necesidad de limpiar con más frecuencia la cama.
6. Apagar el enfriamiento en las primeras capas
El enfriador de capa o layer fan, puede generar un choque térmico demasiado brusco en las primeras capas, haciendo que la unión con la base sea débil y termine desprendiéndose en la mitad de la impresión.
La mayoría de los programas laminadores tienen la opción de desactivar el enfriador durante algunas capas o incluso hacer que su accionamiento sea gradual a medida que se imprime a mayor altura.
7. Utilizar un Brim o Raft
Ambas opciones son muy efectivas, ya que aumentan la superficie en contacto con la cama caliente. Mientras más líneas tenga la falda mejor será su efecto, siempre y cuando no se deje un espacio entre ésta y el objeto.
La balsa, por su parte, es especialmente recomendada para imprimir objetos pequeños que tengan un área excesivamente reducida en su primera capa.
8. Utilizar Cinta adhesiva de papel
La cinta de papel de pintor, en especial la de color azul, tiene una rugosidad particularmente apta para sujetar las piezas durante la impresión. Además, no se ve afectada por la temperatura y es reutilizable en varias impresiones. Como desventaja, al retirar las piezas puede salirse o romperse, haciendo necesario su retiro y colocación de una cinta nueva, un proceso algo engorroso.
¿Cuál es la mejor solución?
Una vez nivelada la cama de manera correcta, la combinación de 3 elementos hace que el warping sea cosa del pasado:
- Uso de una cama caliente con temperatura levemente superior a la de transición del material empleado.
- Aplicación de spray adherente o pegamento en barra.
- Colocación de una cubierta para mantener la temperatura estable durante toda la impresión.
Como recomendación personal, aunque muchas impresoras suelen traer una base magnética flexible que se coloca sobre la cama caliente, el vidrio es uno de los mejores materiales para utilizar como base. Su enorme grado de planicidad está asegurado y su dureza hace que no se deforme con el uso. Además, es fácil de limpiar y económico al necesitar su reemplazo. Se lleva especialmente bien con el spray fijador de cabello.
Si estás considerando el reemplazo de alguna de estas bases especiales que se ha deteriorado, te recomiendo probar el vidrio al menos durante un tiempo.
Problema adicional: Separación de Capas
Otro problema que puede surgir al utilizar materiales de gran amplitud de dilatación-contracción es la separación de capas. Esto sucede cuando la adherencia a la base es buena, pero las condiciones de estabilidad térmica no son adecuadas. El filamento se contrae de forma despareja y algunas capas “tiran” más fuertemente que otras, ocasionando que se terminen separando unas de otras.
Como Solucionar la separación de capas:
- Utilizar una Cubierta: Al mantener constante la temperatura alrededor del objeto, el gradiente térmico es menor y las capas se enfrían de manera pareja, contrayéndose al mismo tiempo y de la misma forma.
- Reducir la Altura de Línea: Si las capas son muy altas, el filamento recién extruido no llega a aplastarse correctamente contra la última capa. Reducir la altura de la capa puede ayudar a incrementar la adherencia entre capas.
- Precalentar la impresora: El recinto dentro de la cubierta debe encontrarse a una temperatura estable antes de iniciar el trabajo, por lo que es recomendable subir la temperatura de la cama hasta la que se usará durante la impresión y esperar al menos 10 minutos.
- No abrir la puerta de la impresora hasta que se enfríe la pieza por completo: Un enfriamiento brusco puede producir la separación de capas incluso luego de finalizada la impresión.
Conclusión
El warping es un problema de impresión muy común entre novatos y usuarios experimentados, en especial al usar filamentos muy tendientes a contraerse bruscamente durante el enfriado. Consiste en el doblado y levantamiento de las piezas en alguna esquina, y por lo general arruinan todo el trabajo. Puede evitarse siguiendo un método que nace en la correcta nivelación de la cama y finaliza en asegurar la firme adhesión del objeto y la base durante toda la impresión. El uso de una cubierta y la aplicación de algún tipo de pegamento minimizan el riesgo de warping.
Error processing API data.